PC-BASED CONTROL SYSTEM FOR MODERN MANUFACTURING
G. Pritschow - T. L. Tran
Prof. Dr.-Ing. Dr. h.c. G. Pritschow
Institute of Control Technology for Machine Tools and Manufacturing Units
University of Stuttgart
Germany
[email protected]
Abstract:
One of the most important requirement for an open control system is the integration of off-the-shelf hardware and software components into a control system which supports standard environments . Therefore the development of an open control system which operates on standard PC-hardware enables end users to optimise their electronic and electric equipment according to their customer requirements. As a consequence, total cost of a control system can be reduced.
The objective of this paper is to describe a solution for a control system based on a single processor. This solution allows a parallelization" of two operating systems: VxWorks and Windows95. The real-time operating system VxWorks supports the cyclic motion and process control and Windows provides services for the man machine interfaces.
Furthermore, the required components of the control system are also described and detailed.
The key components critical to the productivity of machine tools, robots and manufacturing units are the control systems. Currently, control systems can be found on machines with distinct limits in their controlling functionality [1]. In addition, most control systems are built on architectures with incompatible software and operating procedures and are unable to communicate with other computers or controllers. Therefore, a hardware dependency of controller software is a characteristic of these systems. This leads to an insufficient performance and a poor cost-benefit ratio.
The integration of control software from different controller manufacturers into a manufacturing system can only be achieved by an open architecture controller. The characteristics of the reference architecture are modularity, interoperability, portability and scaleability [2]. Hence, computers which provide the controller functions, communication, and operating functions, play an important role in modern manufacturing. Due to the openness, modular design techniques and the named attributes, it is important to improve the control technology by taking advantages of PC technology [3].
Therefore, the rapid innovation of PC technology will affect the manufacturing industry, particularly with respect to machine tools and robotics. One of the most important arguments for a PC-based control system is the low hardware cost. Furthermore, using a commercially-available PC for a control system will result in better component interoperability and faster delivery due to the hard competition on the PC market.
There is a wide range of applications for the use of a PC for control technology. Apart from the cost-advantages, the PC has all the necessary interface standards and protocols to support hardware from various manufacturers and software running on the Windows family of operating systems.
These days, there is almost throughout a PC at any working places. It is often used for writing or creating graphic documents. Besides that, PC provides software for databases or spread sheets. These applications are the basic ones to a PC at a working place. PC can be also used as a developing and simulation environment. Due to the rising performance and user friendliness, the PC is at the moment an inexpensive alternative to workstations.
Apart from the Windows family of operating systems there are other operating systems such as OS/2, SCO-UNIX or Linux which support different compilers (C, C++, ..) and various developing tools (Matlab, Maple, ..). Another application area for PCs is the man machine interface. In the CNC machine tools, the PC has won enough recognition to be used as a user interface in the latest control generations.
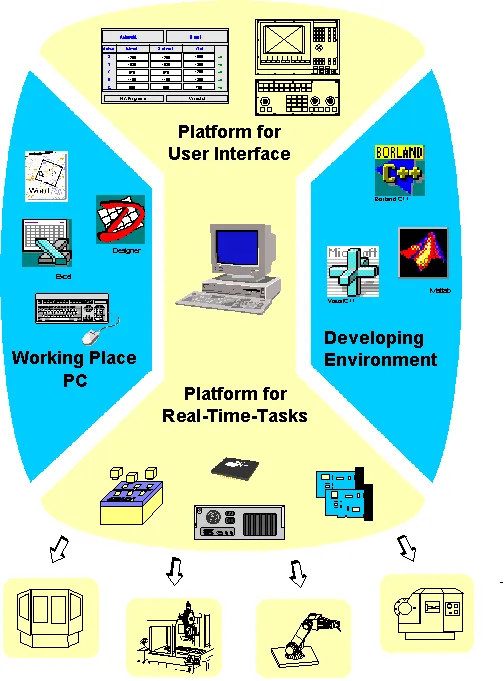
Figure 1: PC in the Control Technology
Furthermore, the PC can also be applied as an open platform for real-time applications. Several real-time operating systems for example VxWin, OS9 or RMOS support PC-hardware and allow real-time tasks to be performed on the PC. With the help of additional drivers used to achieve the connection to the bus system, drives can so be controlled by a PC. In the case of control systems for machine tools and robots there are certain tasks (interpolation, transformation and feedback control) which require real-time reaction. Hence, additional and expensive processors are often required to run these real-time software modules.
The general use of a PC for control technology is shown in Figure 1.
This chapter focuses on PC-based control systems with real-time applications (Figure 2). Currently, there are low-cost solutions or control systems which are supported by operating systems based on DOS (RTXDOS, iRMX). These systems cannot be considered to be open control systems due to their limited area of use.
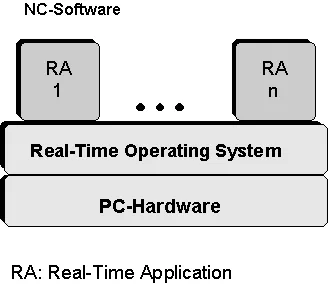
Figure 2: PC with real-time Operating System
Other real-time operating systems which support PC-hardware are already available on the market. The disadvantage of these systems is their incompatibility with the Windows family of operating systems. For this reason, the use of man machine interfaces supported by Windows is not possible. A real-time operating system for Windows is obviously needed. But such a Windows operating system is currently not available, as shown in Figure 3.
Another option for control system operating on a single processor is the parallel use of two operating systems: real-time (VxWorks) and one of Windows family (Windows95). Both operating systems exist side by side whereby Windows95 has a lower priority. The swapping between two systems is achieved by special interrupt handling, and the processors unmasked interrupt is used for this solution.
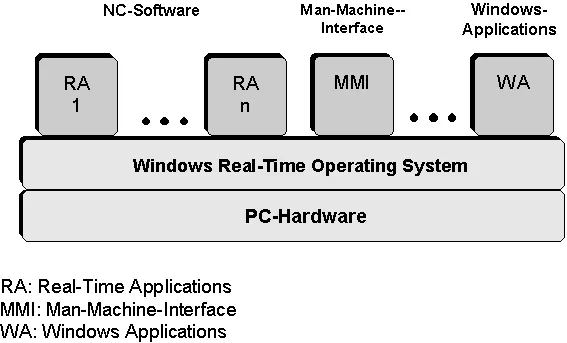
Figure 3: Real-Time Application and Windows Application on PC-Hardware
Therefore, a special hardware is required. The real-time accelerator [4], which is applied as a switch, uses the interrupt signal and a timer to swap between the two operating systems. In this way, the real-time tasks of the control system can be guaranteed to be solved in time.
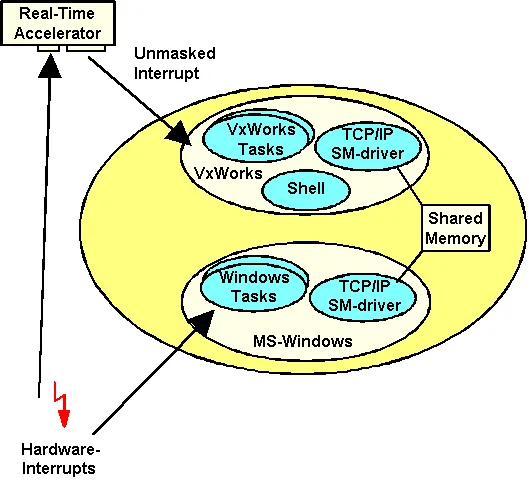
Figure 4: PC with Windows and Real-Time Operating System
Figure 4 shows the function of the accelerator. In the case of the unmasked interrupt, the scheduler of the real-time operating system allows the tasks depending on their priorities to be computed by the processor. After all tasks are in an idle state the scheduler unlocks the processor so that the Windows operating system can handle the hardware interrupt as usual. The allocation of interrupts for either system is therefore possible. The required communication between the two operating systems is realised using TCP/IP-protocols and shared memory.
The advantage of this solution is the low cost of the whole control system. Besides that, it is now possible for the user to develope software, simulate the system and run a control application on a PC. Therefore, the parallelization" of two operating systems achieves the demands of an open control system.
To demonstrate a PC-based control system for manufacturing technology, a machine tool has been chosen. The following components are required for its realisation:
The aim of this project is to prove the applicability of such a control system for complex manufacturing technology without giving up any features.
The programming language for the CNC-manufacturing is based on the national norm DIN 66025. Furthermore, the path planning is supported by splines functions. RTCP-mode is also available. The programming system allows changes in the orientation of the TCP (Tool Centre Point) without explicitly moving the TCP.
One significant argument for the controllers hardware is the use of standard PC-components available on the market. Due to the performance requirements, a standard Pentium processor with 133MHz is used. The goal is an interpolation cycle ranging from 4 to 8 ms. Therefore, performance tests are needed to estimate whether the applied controller hardware can fulfil the demands of the control system. A hard disk of 1.3Gbyte memory is required for running the operating systems and the developing tools. The other hardware components for example the main board, CD-ROM, disk drive and monitor are usually off-the-shelf items.
The applied operating systems are realised by using a real-time accelerator which currently only supports the real-time operating system VxWorks. As mentioned, the advantages of the Windows environment should be integrated into an open control system.
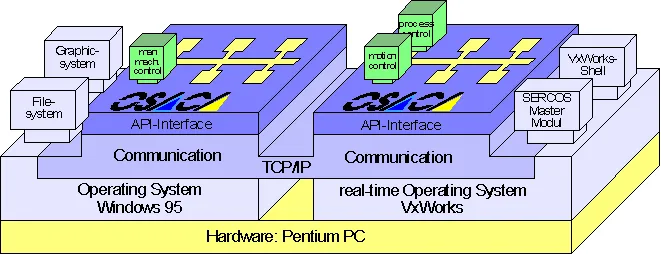
Figure 5: Open Control Platform OSACA for Single Processor Control System
Thus, Windows95 is chosen as the second operating system. With regard to the control platform, the choice of the operating system is not decisive since an open control architecture is independent of the applied operating system as well as the application control software.
For this reason, the use of the operating systems depends on the special hardware used to realise a PC-based single processor control system.
The control functions are realised by the application software of the control system. Therefore, the software development underlies important requirements for an open control system. Consistent methods for the definition of requirements and the realisation of the software must be used. Thus, an object oriented design is suitable. Furthermore, the modularity of the control system allows an efficient respond to different market demands. The desired features of the whole control system are a combination of the required control modules.
Besides that, the portability, which normally refers to software source code, allows the application software to run in a control system based on another platform. A further requirement is the scalability that enables control system to run on a variety of CPUs. A multi-processor solution is possible as well as a standalone PC. The end users now have the freedom to scale up" the hardware in case the computing performance is not sufficient for the applied system [5,6].
The mentioned characteristics are supported by the open architecture of the control platform, as shown in Figure 5. It describes a single processor control system realised on the OSACA platform (Open System Architecture for Controls within Automation Systems) [7]. For this project, the control platform, based on OSACA and developed at ISW, is applied.
When considering an open control system, the requirements for drives are the same as the platform. Hence, the interfaces to the drives must also be independent of various drive suppliers. Therefore, the digital drive interface SERCOS is chosen for the five axes machine tool. To integrate the SERCOS drives (Figure 6) into the PC-based control system, a special driver was developed to change the data format into Intels processor format [8].
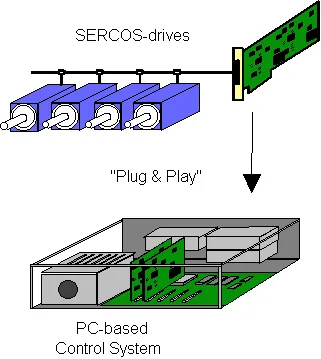
Figure 6: Integration of SERCOS-drives
Considering the bus systems, there are a variety of field bus systems available to PC. The use of different bus systems leads to high costs for their integration into the control system. Thus, to reduce this cost, the field bus systems for example Profibus and Interbus-S can be integrated using standard application interfaces.
Having chosen the components for the system, the first step is to install hardware and software in order to achieve a single processor based control system [9]. The user has now the possibility to develop and to test the software and also to run the system, as shown in Figure 7.
Due to the existing open platform, the control software can easily be adapted to the PC-system. A further step is the integration of the man machine interface which runs under a Windows operating system. This feature can be realised with less effort. In addition, the implementation of the SERCOS drives has to be completed before running the PC-based control system. This is required in order to test the control operation with respect to the drives of the machine tool.
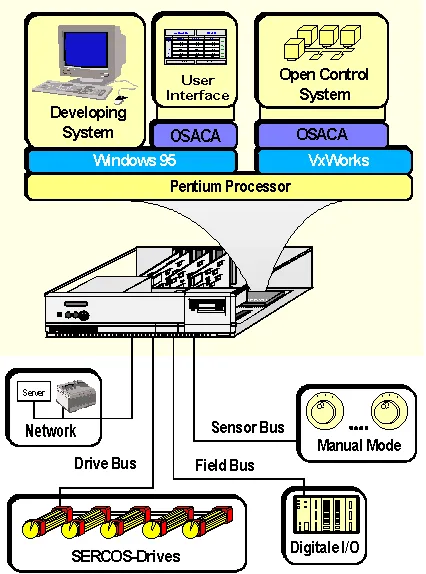
Figure 7: PC-Controller
Besides that, further functions are included, for example the possibility to control the axes in manual mode. To support the PLC feature (M-code in the programming system), an I/O module is integrated into the control system. A typical use is the switching on and off of the machines spindle.
The controls correct operation on PC-hardware can now be proven. The next phase is to measure benchmarks. This is necessary in order to improve the systems performance. In this case, it has to be distinguished between tasks running under VxWorks and tasks under Windows. Considering the tasks supported by the real-time operating system, there is one part (communication of current encoder values and desired values, interpolation, transformation) with a high priority and another part (interpreter and pre-interpolator) with a lower priority. The measured results show that each part occupies the processor for less than 0.8ms. Including the interrupt service routines and the time for the SERCOS interfaces, the total time for the controls operation is about 2ms. With regard to man machine interface and to further optimisation, an interpolation cycle of 4ms can be easily realised for complex manufacturing.
The solution of a PC-based control system is a further innovation step. Due to the characteristics of the open control platform, the standalone PC-controller can be realised. Besides that, the results of this project make clear the advantages of OSACA-based control systems. The openness allows the use of off-the-shelf components. Consequently, the cost of controllers can be reduced. Another important argument is the flexibility available to the end users and manufacturers of control systems due to parallel advances and innovations in PC technology.
Following the results of this work, the next generation of manufacturing control systems might be supported by a real-time operating system of the Windows family.
References